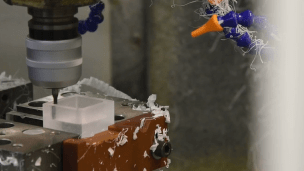
薄肉加工が難しい理由|薄肉形状の切削加工
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
鋸盤やパネルソーを用いて、エンジニアリングプラスチック・スーパーエンジニアリングプラスチックの素材の丸棒や板材を切断し、プラスチック切削加工を行うために必要な最小限の大きさに調整します。多様な素材の材質をそれぞれ理解した上で切断する必要があり、簡単に見えて奥が深い加工です。

プラスチックを切断する上では、焼け付きや、欠けなど材料それぞれが持つ特性をよく理解していることが重要です。材料によって刃物の回転速度、送り(材料を切っていく速度)を調整する必要があります。
例えば、アクリルの場合刃物の回転速度と送りは速く設定する必要があります。これは全体的にゆっくりしすぎると、材料が欠けてしまったり、断面が焼き付いて白くなってしまうためです。
MCナイロン、POMは樹脂の中では粘り気のある材料で、刃物の回転速度が速いと摩擦により熱が発生し、溶けてしまいます。そうなると刃物が通りにくくなり、止まってしますので、回転を遅くして切っていきます。こういった材質にはチップの数が少ない刃物を使う方法もあります。チップが少ない刃物で加工することで、切断するときの抵抗が減るため速く切れ、厚い材質も切断しやすくなります。
しかし、切断面が粗くなる他、バリが出やすいといったデメリットもあります。
材料を切断する前には、その材料からどれだけとれるか等を計算します。例えば1000mmの材料から100mmの長さのものを取れるだけ取りたいという時、1000÷100=10なので10個取れる、ということにはなりません。1回の切断毎に刃物分(約3mm)が切り粉となって無くなってしまうので、その分を計算に含める必要があります。この場合1000÷103=9.708…. 9個取れるという計算になります。
上で少し触れたように、プラスチック材料の種類は多く、種類ごとに性質も異なります。
ベークライトなど積層板の材料には切断時、表と裏が生じます。表は普通ですが、裏はバリ(カエリ)がでて、少し荒くなっています。切れない刃物で無理やり切ると積層部が剥がれてしまうことがあります。なので積層板を切断する際は同じ向き(表裏)で切ることが重要です。
エポキシガラスは、名前の通りガラス繊維が入っており硬い材料です。ガラス繊維とエポキシ樹脂の積層板になっています。これを普通の刃物で切断すると刃物がダメージを受け、切れなくなります。なのでエポキシガラス用の刃物を用意する必要があります。エポキシガラス用の刃物は切断部分にダイヤモンドチップがついており、それを付け替え切断していきます。
また、切断時にガラス繊維が舞うためマスクを着用して作業します。
切断時に気をつけなければいけないことは、まっすぐ切ることを前提として、直角を出すことです。直角が出ていない材料は、まずは一度切って真っ直ぐの面を作ります。次にその切った面を下に当てもう一度切断します。こうすることで1度目の面と2度目の面の関係が90°なので直角を出せます。この作業をしておかないと、寸法のばらつき、四角形の材料だと平行四辺形になってしまうなどの問題が発生してしまいます。
湯本電機はプラスチックの短納期切削加工を行う部品加工会社です。
材質選定や加工に関する課題があればお気軽にお問い合わせください。
当社ではPEEK、PPS、MCナイロン、POMなどの様々なプラスチック材質の切削加工に対応しています。
対応可能な加工については「プラスチック加工・樹脂加工 加工方法一覧」へ。
プラスチック切削加工は湯本電機にお任せ下さい。
短納期で高品質の樹脂加工品を大阪・東京から全国へお届けします。
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
「このアンダーカット形状は、3軸加工機では削り残しが出るため対応できない」「複数の部品を組み合わせないと、この形状は実現できない」「精度を出すために、何度も段取り替えが必要で、コストと納期がかさんでし…
「試作品の種類が多く、発注先がバラバラで管理が大変…」「開発段階で、たくさんの種類の部品を1個ずつ、急いで作ってくれる会社はないだろうか?」「小ロットの注文を断られてしまった…」 製品開発や装置のメン…
短納期のプラスチック切削加工が得意な部品加工会社をお探しの方へ。 「急な仕様変更で、今日中に試作品が必要になった」「開発スケジュールが押しており、1週間以内に部品を揃えなければならない」 製品開発の現…
プラスチック切削加工のご相談は
「即レスポンス・短納期の湯本電機」へ!