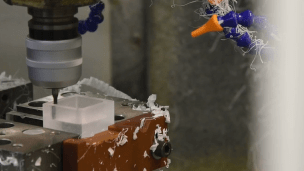
薄肉加工が難しい理由|薄肉形状の切削加工
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
プラスチック切削加工におけるコストダウンを検討中の方へ。
部品加工において、設計や開発の方が重視する項目の1つがコストです。プラスチック切削加工にかかるコストは主に材料費と加工費に大別されます。それぞれの観点からプラスチック切削加工のコストダウンの可能性を考えます。
まず最初に考えたいのは、材質が要件に最適かどうかです。プラスチックには耐熱性、耐候性、耐薬品性、機械的強度といった物性があります。
使用環境に適した材質を選ぶことを意識するあまり、過剰なスペックを持つものを選んでいないか確認が必要です。優れた特徴が多い材質は、その分材料費も高くなります。
例えばPEEKやPPSなどの高機能樹脂は、多くの側面で優れています。これらは絶縁性と強度の高い材質としても候補に挙がりますが、「絶縁性」で「強度が高い」という条件だけだと程度によってはベークライトも要件を満たします。これらの材質の中ではベークライトが安価であり、それで要件を満たすならこちらの方がコストダウンになります。
上記は極端な例です。実際の材質選定では多くの要件と選択肢の中で1つ1つ確認をしていきます。材質選定の段階でのご相談では、用途のヒアリング後に材質候補の提案をさせて頂きますので、お気軽にお問い合わせください。
使用要件を満たしていても、加工内容によってはその材質であるために、加工費用が高くなることがあります。例えば、細い長穴や肉が薄くなる(薄肉加工)箇所があるような形状では、欠けや割れが加工が難しい材質が加工費を押し上げることがあります。
また、加工する部品に近いサイズの材料の規格がないこともあります。この場合は大きい材料からの切削加工が必要です。それにより部品のサイズから離れた材料費になることがあります。
材料によっては板厚にばらつきがあるので、これを修正するために6面フライスが必要だと費用がかかります。逆に厚みの条件が緩い場合はこの費用はかかりません。
これはよくお問い合わせを頂く質問です。金属から樹脂に材質変更する一番のメリットは軽量化です。
一般的に金属レベルの硬度を持つ樹脂切削材料は高価であるため、同等の強度を維持する前提での代替は多くの場合、材料費が高くなります。
そのため、材質を金属から樹脂に変更するだけではコストダウンに繋がらないこともあります。しかし、ステンレスなどの難削材から樹脂材質への変更のように、切削難易度が大きく下がる場合にはコストダウンが可能な場合もありますので、まずはご相談ください。
切削加工する際に機械に固定がしやすい形状かどうかはコストに大きく影響します。固定がしにくい形状は細長い形状、R形状のものあるいは挟むところがない肉薄なものです。固定ができない形状の場合は、固定するための加工治具の作成費用が別途発生します。
通常、数字で表す公差は理論値である以上、シビアになりがちです。事前に用途をお知らせ頂いたり、嵌合部品を預けて頂くことで、公差以上の内容を汲み取って製作することができます。公差の記載がある図面での依頼で、その意図をお聞かせ頂ければ、コスト面で協力が可能な場合があります。
設計ソフトの設定で全箇所自動的に公差が入るような場合は、知らない間にコストを押し上げている可能性があります。部品の性能に求める以上の公差設定をしていないか、確認をしてみましょう。
また、樹脂は伸び縮みのある材質なので、材料によっては10℃変わると0.1mm以上寸法変動します。そのため、金属部品と同じ公差が入ると加工ができない場合や、加工費が高くなることがあります。
切削加工の特徴上、四角穴や四角の掘り込みはエンドミルの径の半径分だけ隅が残ります。この場所に直角のワークを挿入する場合は角のRが干渉してしまい不具合が生じます。そこで角を逃がすように穴を空ける必要があります。
この必要がない場合は、極力半径を大きく設計頂いた方が切削加工で使用する刃物の径を大きくできるため、加工費を抑えられます。特に掘り込みが深い場合は刃長も必要なので、可能な最小Rが小さいと加工費を押し上げます。事前にご相談頂ければ、製作コストを抑えつつ用途を満たす形状を提案させて頂きます。
材質にもよりますが、分割製作で一体製作よりも安価で製作できる場合があります。樹脂材質であればポリカーボネート・アクリル・塩ビ・ABSは接着加工による接合ができます。
また、市販の接着剤を使用してMCナイロンなども貼り合わせることができます。ネジやノックピンを使用して接合する方法もあるので、これらを想定した分割製作もご相談ください。

特殊ネジ加工や摩耗が激しい材料の加工、深い溝、特殊な穴径で公差のあるものなどは、専用の刃物を用意する必要な場合があります。その場合は別途費用が発生します。
湯本電機では、使用用途や環境に合わせた材質の提案、形状の変更の提案をさせて頂きます。機械部品の軽量化とコストダウンは当社へご相談下さい。切削加工による各部品最低1個からの多品種小ロット生産に対応します。最短納期1.0日 1週間以内の短納期製作のご相談もお任せください。
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
「このアンダーカット形状は、3軸加工機では削り残しが出るため対応できない」「複数の部品を組み合わせないと、この形状は実現できない」「精度を出すために、何度も段取り替えが必要で、コストと納期がかさんでし…
「試作品の種類が多く、発注先がバラバラで管理が大変…」「開発段階で、たくさんの種類の部品を1個ずつ、急いで作ってくれる会社はないだろうか?」「小ロットの注文を断られてしまった…」 製品開発や装置のメン…
短納期のプラスチック切削加工が得意な部品加工会社をお探しの方へ。 「急な仕様変更で、今日中に試作品が必要になった」「開発スケジュールが押しており、1週間以内に部品を揃えなければならない」 製品開発の現…
プラスチック切削加工のご相談は
「即レスポンス・短納期の湯本電機」へ!