薄肉加工が難しい理由|薄肉形状の切削加工
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
ねじ溝加工では、逃げ溝の確保が必要です。切削加工でシャフト形状にねじ切りをする場合、全箇所をねじ形状に設計することはできません。これは根本の箇所にバイトが当たり、その部分にねじ加工ができないためです。また、切削工具の先端が丸いためR形状が残ります。これをそのまま加工をすると、根本部分はねじとしての機能を持ちません。この箇所のことを「不完全ねじ部」と言います。
不完全ねじ部がある状態だと、相手部品であるメスねじに嵌めきることができなくなる場合があります。そのため、ねじ部の根本には逃がし(ねじの場合はヌスミといいます)の溝を加味した設計が必要です。また、メス側のねじを切削加工する際もヌスミ溝の設定が必要となり、通常メスねじの一番深いところに逃しを作ります。
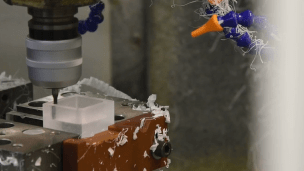
以下の動画は実際のねじ溝加工での逃げ溝の作成の様子です。
逃がし無しの加工では、根本に刃物の当たらない箇所が残ります。そのため、嵌合相手の根本まで締めることができません。これが不完全ねじ部です。一方、先にヌスミ溝を作ったねじは、根本部分もねじとしての機能を持っているので嵌合相手にぴったり入れることができています。
このヌスミ溝の幅は加工するねじのピッチ(ねじの山間の長さ)に合わせて設定します。目安としては、ピッチの1.5~2倍程度の寸法になります。「JIS B 1006」に不完全ねじ部の長さ・ねじの逃げ溝の形状寸の規定があります。逃し溝加工をすることで、オスメスをしっかりと嵌合させることが可能です。
こういったヌスミ溝を作る際に、芯幅が細くなることにより強度が弱くなるのでは、というお問合せをいただくことがあります。強度が気になる箇所には、ヌスミ溝をR形状にすることで応力の集中を避け、破損しにくくすることができます。
しかし、加工の工程が増えるためその分コストアップすることにも注意が必要です。特に強度が必要な部品の場合にはご検討ください。
強度の問題から不完全ねじ部を残した状態でのねじ作成をすることがあります。その場合、相手側のねじ入り口に不完全ねじ部を逃がせられる大きさのC面取りをすることで嵌合が可能です。
実際に図面で指図する際には、不完全ねじ部が不要な旨を記載する必要はありません。逃しの溝を入れたいけど寸法がわからない、という場合は「逃げ可」や「逃げ溝」など、加工者が分かるように記載することで加工は可能です。
湯本電機はプラスチックの部品加工を1個からの小ロットから承ります。3Dモデルデータからのお見積りも可能です。素材や加工に関するご相談がある場合も、ご連絡ください。
当社ではPEEK、PPS、MCナイロン、POMなどの様々なプラスチック材質の切削加工に対応しています。
対応可能な加工については「プラスチック加工・樹脂加工 加工方法一覧」へ。
プラスチック切削加工は湯本電機にお任せ下さい。
短納期で高品質の樹脂加工品を大阪・東京から全国へお届けします。
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
「このアンダーカット形状は、3軸加工機では削り残しが出るため対応できない」「複数の部品を組み合わせないと、この形状は実現できない」「精度を出すために、何度も段取り替えが必要で、コストと納期がかさんでし…
「試作品の種類が多く、発注先がバラバラで管理が大変…」「開発段階で、たくさんの種類の部品を1個ずつ、急いで作ってくれる会社はないだろうか?」「小ロットの注文を断られてしまった…」 製品開発や装置のメン…
短納期のプラスチック切削加工が得意な部品加工会社をお探しの方へ。 「急な仕様変更で、今日中に試作品が必要になった」「開発スケジュールが押しており、1週間以内に部品を揃えなければならない」 製品開発の現…
プラスチック切削加工のご相談は
「即レスポンス・短納期の湯本電機」へ!