薄肉加工が難しい理由|薄肉形状の切削加工
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
※本計算ツールはあくまで簡易的なものです。計算結果が正しいことを保証するものではありません。
線膨張係数(熱膨張係数)は、温度上昇によって物体の長さや体積が膨張する割合を温度あたりで示したものです。単位は毎ケルビン(/K)または毎℃(/℃)が使用されます。
長さの変化を表したものを線膨張係数(線膨張率)、体積の変化を表したものを体積膨張率と呼び、一般的には線膨張係数で示すことが多いです。線膨張係数は常に一定の数値ではありません。そのため、数値は一定の温度範囲の平均値で表記されます。
温度範囲が広がり過ぎると乖離が大きくなるため、ガラス転移温度の前後で分ける線膨張係数を求め方もあります。
固体の線膨張率αは以下のように定義されています。
(l:物体の長さ Δl:長さの変化量 t:物体の温度 Δt:温度の変化量)
また、固体の体積膨張率は以下のように定義されています。
(V:物体の体積 ΔV:体積の変化量 t:物体の温度 Δt:温度の変化量)
一般的な物体の線膨張係数α、熱膨張率βはごく小さい数です。温度によらずほぼ一定とみなせます。
ここで体積を求める式 V=l×l×lを代入。
となるため、体積膨張率βは線膨張率αの3倍であることがわかります。
寸法の変化値Δlは
Δl=α×l×Δt と表すことができます。
そのため、(線膨張係数)×(もとの長さ)×(温度の変化量:変化後の温度-もとの温度)
で求めることができます。
例)テフロン(PTFE) 100×100×100(mm)の材料が15℃から25℃まで温度変化したときの寸法は、PTFEの線膨張係数:100(10-6/℃)とすると
(100×10-6)×(100)×(25-15)=0.1
となるため、寸法は100.1×100.1×100.1(mm)となります。
*各辺の寸法が異なる場合はそれぞれに計算します。
下記は代表的な材質の線膨張係数です。
| 材質 | 線膨張係数(10-6/℃) | |
| アルミニウム | A2017 | 23.6 |
| A5052 | 23.8 | |
| A5056 | 24.3 | |
| A7075 | 23.6 | |
| 構造用鋼 | SS400 | 11.7 |
| 炭素鋼 | S45C | 12.1 |
| S50C | 11.7 | |
| 工具鋼 | SKS3 | 12.2 |
| SKD11 | 12.0 | |
| ステンレス鋼 | SUS303 | 17.3 |
| SUS304 | 17.3 | |
| SUS430 | 10.4 | |
| 銅 | C1100 | 17.7 |
| C1020 | 17.7 | |
| 真鍮 | C2801 | 20.8 |
| C3604 | 20.5 | |
| C2700 | 20.3 | |
| チタン | 8.4 | |
| マグネシウム合金 | AZ31 | 26.8 |
| AZ91 | 27.2 | |
| モリブデン | 5.2 | |
| タングステン | 4.4 | |
| インコネル | 11.5~13.3 |
| 材質 | 線膨張係数 | |
| MCナイロン | MC801 | 80 |
| 6ナイロン | 6N | 72 |
| ジュラコン、ポリアセタール | POM | 81~85 |
| ポリプロピレン | PP | 58~100 |
| ポリエチレン | PE | 120~140 |
| 超高分子量ポリエチレン | U-PE UHMW | 100~190 |
| ポリカーボネート | PC | 66 |
| ポリエチレンテレフタレート | PET | 65 |
| アクリル | PMMA | 50~90 |
| 塩化ビニール | PVC | 50~100 |
| アクリロニトリル・ブタジエン・スチレン | ABS | 65~95 |
| テフロン | PTFE | 70~100 |
| ポリブチレンテレフタレート | PBT | 25~95 |
| ポリエーテルエーテルケトン | PEEK | 25~50 |
| ポリフェニレンサルファイド | PPS | 49 |
| ポリアミドイミド | PAI | 30.6 |
| ポリフッ化ビニリデン | PVDF | 160 |
| ベークライト、フェノール樹脂 | 布ベーク | 60 |
| 紙ベーク | 160 | |
| エポキシガラス | 60~60.5 |
| 断熱材 | 線膨張係数 |
| ロスナボード | 26 |
| ミオレックス | 23~90 |
| ベスサーモ | 40~65 |
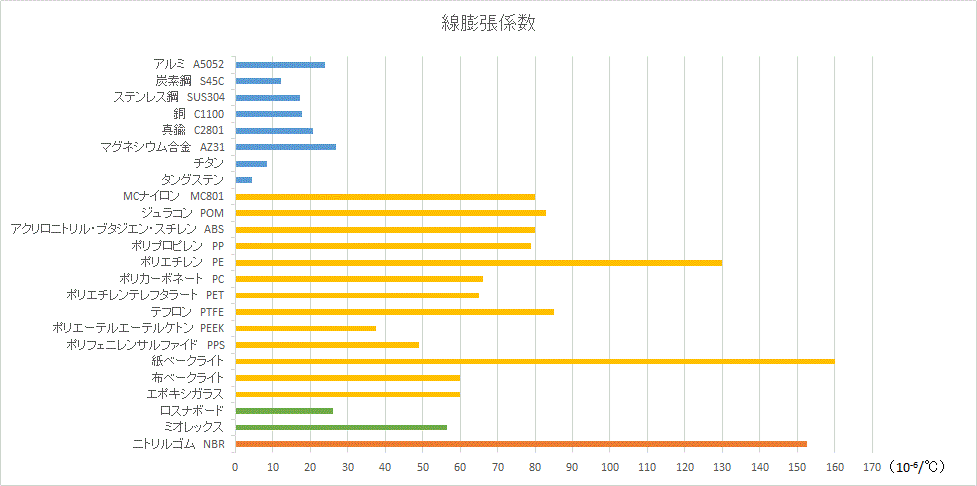
※クリックで拡大します。
金属は樹脂に比べて線膨張係数が小さい傾向にあります。つまり、温度変化による寸法変化の小さい材質であることが分かります。プラスチック材質の中でも高性能でスーパーエンプラと呼ばれるPEEK、PBT、PPS、PAIなどは比較的線膨張係数が小さいです。
線膨張係数の単位には注意が必要です。材質によって使用される単位が10-4/℃~10-6/℃の間で異なることがあります。金属では10-6/℃、樹脂は10-5/℃、ゴムは10-4/℃が使われていることが多いです。これらはそれぞれ10倍ずつ差があるので、数値を比較する際には単位の確認も必要です。
グラフのプラスチック材質は、ガラス繊維や炭素繊維などを添加することで線膨張係数は小さくなります。また、結晶構造が変わるような処理を行う事によっても変化します。そのため、寸法精度が必要な製品の場合、線膨張係数の他にも吸湿・吸水による影響も考慮する必要があります。
金属加工品の嵌合に、熱膨張を利用した”焼き嵌め”や”冷し嵌め”を行うことがあります。焼き嵌めは内径側の部品を加熱し穴を広くして嵌める方法です。一方で、冷やし嵌めは外径側を冷却により小さくして嵌める方法です。どちらも常温に戻ると固着状態となります。このような温度変化に伴う寸法の変化は樹脂加工品にも応用できます。
線膨張係数の大きい樹脂やゴムは、気温の変化でも嵌合に影響が出るほどの寸法変化が起こることがあります。これにより、冬季は加工や検査時には寸法の正しかった加工品が、外気温で冷やされ、組立時に嵌合できないことが稀に発生します。このような場合は、加工品の内径側を熱湯につけて温めると、うまく嵌合することがあります。
温めた際の穴の膨張方向は、面と穴の大きさで変わります。面の広さに対して穴が小さい場合は穴がより小さくなる方向に膨らみます。一方でリング状など面の広さに対して穴が大きい場合は穴が大きくなる方向に膨らみます。
樹脂加工・プラスチック加工は湯本電機にお任せ下さい。
短納期で高品質の樹脂加工品を大阪・東京から全国へお届けします。
湯本電機では切削加工から3Dプリントまで、様々なプラスチック加工に対応しております。
対応可能な加工については「プラスチック加工・樹脂加工 加工方法一覧」へ。
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
「このアンダーカット形状は、3軸加工機では削り残しが出るため対応できない」「複数の部品を組み合わせないと、この形状は実現できない」「精度を出すために、何度も段取り替えが必要で、コストと納期がかさんでし…
「試作品の種類が多く、発注先がバラバラで管理が大変…」「開発段階で、たくさんの種類の部品を1個ずつ、急いで作ってくれる会社はないだろうか?」「小ロットの注文を断られてしまった…」 製品開発や装置のメン…
短納期のプラスチック切削加工が得意な部品加工会社をお探しの方へ。 「急な仕様変更で、今日中に試作品が必要になった」「開発スケジュールが押しており、1週間以内に部品を揃えなければならない」 製品開発の現…
プラスチック切削加工のご相談は
「即レスポンス・短納期の湯本電機」へ!