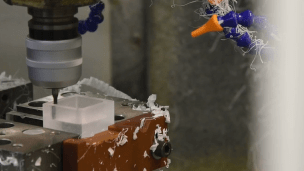
薄肉加工が難しい理由|薄肉形状の切削加工
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
アニール処理とは、製品の残留応力を取り除くための処理です。加工後に製品が変形するのを防ぐために行います。残留応力が残ったままの製品は、歪みや割れが発生することがあります。これは、外力や溶剤に触れて脆弱な部分ができた時に、そこから内部の応力が逃げるように作用するためです。そこで、これを防ぐためにアニール処理が行われます。
残留応力は、外力を除去した後でも物体内に残り続ける内向きあるいは外向きに働き続ける力です。これは切削・研削などの機械加工時に発生します。また、溶接加工で局所的に加熱した時や、熱処理や窒化処理などで物性が変化した際にも発生します。成形時にも生じるため、成形加工によって作られた部品にはよくアニール処理が施されます。
残留応力には引張残留応力と圧縮残留応力の2方向の力があります。物体外部へ向かう方向の力が引張残留応力、物体内部へ向かう方向の力が圧縮残留応力です。引っ張り残留応力がある状態では、物体の強度は低下する傾向があります。さらに、折れ目や切れ目などの部分が起点となり、裂けることがあります。
一方で、圧縮残留応力は強度を向上させるように作用します。そのため、敢えて圧縮残留応力を付与するショットピーニングという処理もあります。
板材や丸棒などの成形では、外側から冷えて固まります。そして内側が先に冷えた外側に引っ張られます。このため切削材料には引張応力が残っていることが多いです。一般的に残留応力は外側から内側に向かうにつれて大きくなります。
材料を加工すると様々な残留応力が生じます。溶接などの加熱を伴う加工では材料の一部が温度の上昇により膨らむため、膨らんだ部分から冷たい部分を押す方向に力が発生します。
曲げ加工では曲げの外側部分は引き伸ばされ、内側部分は圧縮されます。それぞれに戻る力が発生し、加工後は内側の曲げ角度が大きくなる方向に変形して、外側と内側の力の釣り合いの取れるところで変形が止まります。切削加工で残留応力が生じる原因には材料が元々持つ残留応力によるもの、加工面に新たに生じる残留応力の2つがあります。
1つは材料自体の残留応力によるものです。応力の釣り合いが取れている状態だった材料から一部を取り去ることで、力のバランスが変化し変形が起こります。そのため、残留応力の大きい材料は小さいものより反りやすくなっています。反りを避けるために、材料にアニール処理が施されているものを用いることもあります。
もう1つは加工面に新たに生じる残留応力です。切削加工では表面に刃物で力を加えて加工しているため、必ず応力が残ります。切削加工で残る応力は材料の深部にまでは届きませんが、比較的大きな力となります。
大きく切り欠いた部分や残り部分の肉厚が薄い場合、変形が生じやすくなります。片側からのみの加工では変形が大きくなる場合、あえて加工の必要のない反対側も同様に刃物で切削することで残留応力による変形を小さくするなど、加工現場では変形を小さくするために最適な方法で加工を行います。
成形加工でも残留応力は必ず発生します。成形時には加わる圧力や冷却される速度が部分ごとに異なるため、応力が発生します。そのため、樹脂成形品にはよくアニール処理が施されています。
プラスチックには結晶性樹脂と非晶性樹脂があり、それぞれアニール処理の温度と効果が異なります。
結晶性樹脂
ポリプロピレン(PP)、ポリエチレンテレフタラート(PET)、
ナイロン樹脂(MCナイロン、6ナイロン)、ポリアセタール(POM/ジュラコン®)、
ポリブチレンテレフタレート(PBT)、
ポリテトラフルオロエチレン(PTFE/テフロン)、
ポリフェニレンサルファイド(PPS)、ポリエーテルエーテルケトン(PEEK)
非晶性樹脂
ポリスチレン(PS)、ポリ塩化ビニル(PVC)、ABS樹脂、アクリル樹脂(PMMA)、
ポリカーボネート(PC)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)
結晶性樹脂にアニール処理を行う場合、ガラス転移点(Tg)以上の温度で加熱します。さらに、使用時の寸法安定性を確保するためには実際に使用する際の最高温度よりも10℃~30℃ほど高い温度で行います。
PEEKなどガラス転移点が水の沸点よりも高い場合は、まず120℃~150℃程度の温度で水分を除去してからアニール処理温度で加熱します。
一度に加熱すると樹脂内の水分が膨張することで、不具合が生じる可能性があるためです。結晶性樹脂内には結晶化している部分としていない部分が混在しているため、加熱により結晶化度を高めることで寸法安定性を向上させることができます。
非晶性樹脂にアニール処理を行う際には、ガラス転移点(Tg)より20℃~30℃ほど低い温度、もしくは荷重たわみ温度より5℃~10℃ほど低い温度で加熱します。加熱により非晶分子が自由に動けるようになり、応力が開放され反りやクラックの防止になります。
湯本電機はプラスチックの短納期切削加工を行う部品加工会社です。
材質選定や加工に関する課題があればお気軽にお問い合わせください。
当社ではPEEK、PPS、MCナイロン、POMなどの様々なプラスチック材質の切削加工に対応しています。
対応可能な加工については「プラスチック加工・樹脂加工 加工方法一覧」へ。
プラスチック切削加工は湯本電機にお任せ下さい。
短納期で高品質の樹脂加工品を大阪・東京から全国へお届けします。
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
「このアンダーカット形状は、3軸加工機では削り残しが出るため対応できない」「複数の部品を組み合わせないと、この形状は実現できない」「精度を出すために、何度も段取り替えが必要で、コストと納期がかさんでし…
「試作品の種類が多く、発注先がバラバラで管理が大変…」「開発段階で、たくさんの種類の部品を1個ずつ、急いで作ってくれる会社はないだろうか?」「小ロットの注文を断られてしまった…」 製品開発や装置のメン…
短納期のプラスチック切削加工が得意な部品加工会社をお探しの方へ。 「急な仕様変更で、今日中に試作品が必要になった」「開発スケジュールが押しており、1週間以内に部品を揃えなければならない」 製品開発の現…
プラスチック切削加工のご相談は
「即レスポンス・短納期の湯本電機」へ!