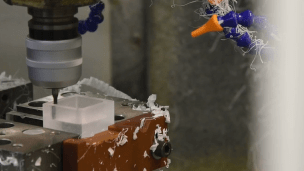
薄肉加工が難しい理由|薄肉形状の切削加工
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
キーを差し込むために軸側の外径、ギア側の内径に溝を作る加工方法です。歯車やプーリーなどの部品と軸を結合し、回転運動を伝える役割や、組み立てや分解作業の位置決めの役割を与えることができます。加工方法は主に、スロッター加工(ブローチ加工)、マシニングセンタ加工、旋盤加工の3種類に分かれます。

キー溝加工とは、嵌合する部品同士の位置が動かないようにする加工です。スプライン加工、インボリュート加工も同じような用途に用いられます。
キー溝は、文字通りキー型の溝が加工品の内径または外径に加工されています。
スプライン加工やインボリュート加工はキー溝よりも溝の数が多く、任意に部品同士の嵌合角度を変更することができます。
加工方法は主に、スロッター加工(ブローチ加工)、マシニングセンタ加工、旋盤加工の3種類に分かれます。
スロッター加工機による加工はバイトと呼ばれる刃を主軸に取り付け、上下運動により少しずつキー溝を削っていきます。※複合旋盤でも同じようにバイトを用いてキー溝加工が可能です。
マシニングセンタ加工は内径や外径をエンドミルを用いて削るため、内径はキー溝の角に外径はキー溝の根元に刃物Rが付きます。
湯本電機はプラスチックの短納期切削加工を行う部品加工会社です。
材質選定や加工に関する課題があればお気軽にお問い合わせください。
当社ではPEEK、PPS、MCナイロン、POMなどの様々なプラスチック材質の切削加工に対応しています。
対応可能な加工については「プラスチック加工・樹脂加工 加工方法一覧」へ。
プラスチック切削加工は湯本電機にお任せ下さい。
短納期で高品質の樹脂加工品を大阪・東京から全国へお届けします。
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
「このアンダーカット形状は、3軸加工機では削り残しが出るため対応できない」「複数の部品を組み合わせないと、この形状は実現できない」「精度を出すために、何度も段取り替えが必要で、コストと納期がかさんでし…
「試作品の種類が多く、発注先がバラバラで管理が大変…」「開発段階で、たくさんの種類の部品を1個ずつ、急いで作ってくれる会社はないだろうか?」「小ロットの注文を断られてしまった…」 製品開発や装置のメン…
短納期のプラスチック切削加工が得意な部品加工会社をお探しの方へ。 「急な仕様変更で、今日中に試作品が必要になった」「開発スケジュールが押しており、1週間以内に部品を揃えなければならない」 製品開発の現…
プラスチック切削加工のご相談は
「即レスポンス・短納期の湯本電機」へ!