薄肉加工が難しい理由|薄肉形状の切削加工
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
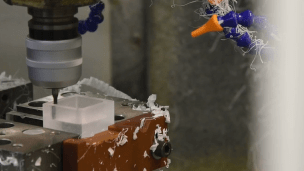
プラスチック加工には、切削工具を使ってワークに円筒穴をあける穴あけ加工と呼ばれる加工方法があります。
加工には専用機械のボール盤の他、マシニングセンタや旋盤、5軸加工機を使います。
切削工具にはドリルを使うことが多く、「ドリリング」とも呼ばれます。

穴あけ加工は、部品の加工内容の半数以上を占めています。
ねじ穴・位置決め穴・軸受穴などの穴が1つ以上ある加工品が大半です。
見た目はただの穴ですが、穴は部品加工において非常に気を使う箇所の1つです。
嵌合公差や幾何公差、穴の内面の仕上がりの要求が厳しいことがあるためです。
単純な形状であっても、実は要求通りの加工が難しいことがあるため、依頼者と加工者のすれ違いの元になります。
設計や加工相談の段階で、この部分の認識をすりあわせておくことで、余計なコストを削減することができます。
穴あけ加工
真っ直ぐな穴をあける基本的な穴あけ加工です。
まずセンター穴をあけ、ドリルで下穴をあけます。
大きな穴をあける場合は、下穴を中ぐり加工やエンドミルによる加工で拡張します。
座ぐり(ザグリ)加工
ねじ穴に段付き穴をつくり、ねじの頭が飛び出さないようにするための加工です。
表面の粗い加工品や傾斜面の穴に対して、ねじの締め付け力が均一になるようにする目的にも用います。
リーマ加工
穴の内径のドリル跡をなめらかに仕上げ、精度を高めます。
タップ(ねじ切り)加工
下穴にめねじをつくります。
穴が真っ直ぐにあかない
ドリルの先端がワークに進入する際に振れて、穴が真っ直ぐあかないことがあります。
その場合、センタードリルやリーディングドリルでガイド加工を行う必要があります。
ドリルの折損
ドリルについている溝には切粉を逃がす役割があります。
この溝が塞がるまでドリルを穴の奥に入れると、切粉が詰まり折損につながります。
穴の深さに対して余裕のある溝長のドリルを用意する必要があります。
加工者が図面を見る時に、確認することを3つ紹介します。
いずれも加工品の質やコストに関わる部分であるため、依頼前にも確認することをおすすめします。
タップ加工の下穴深さ
タップには有効深さよりも深い下穴が必要です。
そのため、図面上は問題がなくても実際に下穴を加工すると貫通する箇所が出る可能性があります。
穴の深さ
穴が深くなるほど加工の難易度は上がり、加工時間が増加します。
さらに穴の深さが10D(直径の10倍)を超えると専用の工具が必要になり、新たな工具の購入費がかかることがあります。
タップの有効深さ
タップ加工も同様に深いほど加工難易度が上がります。
4D(直径の4倍)以上の深さになると金属の難削材は加工が困難な場合もあります。
穴あけ加工はプラスチック加工の中でも頻度の高い加工内容です。
切削加工機全般で行える加工で、切削工具を使って円筒穴をあけます。
ここからねじ穴・位置決め穴・軸受穴などの部品に必要な機能を追加することができます。
見た目が単純な穴でも、加工要件や部品の形状によっては加工が難しいことがあります。
それは切削機械を使うことによる制約によることが多く、部品加工のコスト増の要因になります。
当社では加工のコストダウンのご相談も承ります。
使用用途に合わせてのご提案も可能ですので、お気軽にお問い合わせください。
湯本電機はプラスチックの短納期切削加工を行う部品加工会社です。
材質選定や加工に関する課題があればお気軽にお問い合わせください。
当社ではPEEK、PPS、MCナイロン、POMなどの様々なプラスチック材質の切削加工に対応しています。
対応可能な加工については「プラスチック加工・樹脂加工 加工方法一覧」へ。
プラスチック切削加工は湯本電機にお任せ下さい。
短納期で高品質の樹脂加工品を大阪・東京から全国へお届けします。
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
「このアンダーカット形状は、3軸加工機では削り残しが出るため対応できない」「複数の部品を組み合わせないと、この形状は実現できない」「精度を出すために、何度も段取り替えが必要で、コストと納期がかさんでし…
「試作品の種類が多く、発注先がバラバラで管理が大変…」「開発段階で、たくさんの種類の部品を1個ずつ、急いで作ってくれる会社はないだろうか?」「小ロットの注文を断られてしまった…」 製品開発や装置のメン…
短納期のプラスチック切削加工が得意な部品加工会社をお探しの方へ。 「急な仕様変更で、今日中に試作品が必要になった」「開発スケジュールが押しており、1週間以内に部品を揃えなければならない」 製品開発の現…
プラスチック切削加工のご相談は
「即レスポンス・短納期の湯本電機」へ!