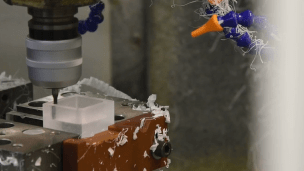
薄肉加工が難しい理由|薄肉形状の切削加工
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
内径バリは穴あけ加工をした際に生じる、穴の内側に生じるバリです。
バリとは、プラスチック・樹脂や金属を加工する際に加工面に発生する不要な突起です。
ドリルの長さが足りないような長い貫通穴をあける加工では、穴の半分長まで空けてからワークを持ち替えて、反対側からも穴加工をします。この時、持ち替えた際に生じる軸のズレ、そして工具が加工対象から抜けて貫通する時に中心の交差部分に内径の段差・バリが発生します。
穴あけ加工をする際は基本的に、ドリル加工と中ぐり加工で仕上げをすることで加工面を綺麗に仕上げます。しかし、内径の大きさや深さによっては中ぐりバイトが入らないため、バリの除去の難易度は上がります。
バリは意図しない形状です。バリを放置すると、組み立てや動作の支障になることがあります。さらに、オイルなどが通る穴の中に発生したバリは、使用中に流れて別の場所に詰まることもあります。これにより、機械の故障や人の怪我に繋がる恐れがあるため、発生したバリは取り除くのが基本です。
切削加工において、バリの発生は避けることはできません。しかし、切削抵抗(切削時にワークが刃物から受ける力)を減少させることでバリの発生を抑えることができます。切削抵抗を減少させるための加工方法に以下3つの方法が挙げられます。
すくい角を大きくする(刃先ですくいとる角度を被切削物に並行な側へ近づける)ことで切り屑厚みが減り、小さい剪断応力で切削できます。
刃物と被切削物の接する面が減るので、その分刃物そのものにかかる負担が減ります。
切削速度を上げると接触面と刃物の触れる時間が短くなります。その分剪断面に熱が集中しやすく、高温で素材が軟化し削りやすくなります。
内径が小さい場合はピンセットでバリを1つずつはさんで取り除き、内径が大きい場合はカッターを使ってバリに沿ってカットすることで、届く範囲でバリを除去することができます。
また、バリの除去のしやすさには材質によって差があります。粘り気の強い素材は、バリが発生してもカッターやピンセットでの除去が難しいです。バリ除去のしにくい材質例としてPPやPEが、バリ除去のしやすい材質例としてはPOMが挙げられます。
湯本電機はプラスチックの短納期切削加工を行う部品加工会社です。
材質選定や加工に関する課題があればお気軽にお問い合わせください。
当社ではPEEK、PPS、MCナイロン、POMなどの様々なプラスチック材質の切削加工に対応しています。
対応可能な加工については「プラスチック加工・樹脂加工 加工方法一覧」へ。
プラスチック切削加工は湯本電機にお任せ下さい。
短納期で高品質の樹脂加工品を大阪・東京から全国へお届けします。
薄肉加工は、切削加工おいて重要な加工内容の一つです。材料から薄いシート状の部品や、薄い肉厚部分のある形状を削り出します。この箇所の加工は非常に難易度が高く、加工コストを考える上でも大きな要素となります…
「このアンダーカット形状は、3軸加工機では削り残しが出るため対応できない」「複数の部品を組み合わせないと、この形状は実現できない」「精度を出すために、何度も段取り替えが必要で、コストと納期がかさんでし…
「試作品の種類が多く、発注先がバラバラで管理が大変…」「開発段階で、たくさんの種類の部品を1個ずつ、急いで作ってくれる会社はないだろうか?」「小ロットの注文を断られてしまった…」 製品開発や装置のメン…
短納期のプラスチック切削加工が得意な部品加工会社をお探しの方へ。 「急な仕様変更で、今日中に試作品が必要になった」「開発スケジュールが押しており、1週間以内に部品を揃えなければならない」 製品開発の現…
プラスチック切削加工のご相談は
「即レスポンス・短納期の湯本電機」へ!